Research on processing technology of contour tooth spiral bevel gear
For this purpose, our company has developed various series of small-speed ratio and high-torque spiral bevel gears. Taking our company's 469 model as an example, the corresponding extension ratios are 8:37, 9:37, 10:37, 11 : 37, 12:37, 13:37, etc. With the increase of the number of teeth of the driving gear, the input torque is increased under the premise of ensuring the output torque is constant, which has higher requirements on the strength of the driving gear. Therefore, in the selection of gear materials, from the aspects of material properties, manufacturing costs, raw material prices, etc., the main and driven gears are all 22CrMoH.
Blank quality control
22CrMoH belongs to Cr-Mo high-strength gear steel, which is equivalent to Japanese brand SCM822H. The chemical composition is shown in Table 1. The content of C element and alloying element is relatively high, and its hardenability and band structure are difficult to control. Under certain conditions of austenitizing conditions, the hardenability depends on the carbon content and the degree of alloying of the steel. The dendrite segregation caused by segregation of alloying elements and the uneven distribution of carbon elements form a strip shape and a secondary strip shape after rolling and heat treatment of the continuous casting billet.
Table 1 Chemical composition mass fraction of 22CrMoH steel 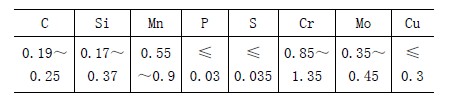
In order to ensure the wear resistance and fatigue strength of the gear surface, the core has high comprehensive mechanical properties and impact resistance, and the root has high resistance to bending fatigue, and the quality of the blank needs to be strictly controlled. Due to the differences in raw materials, smelting processes, and alloying components of various steel mills, the performance of 22CrMoH materials varies greatly.
When selecting, it should fully consider its hardenability, carburizing layer plasticity, tempering dimensional stability, overheat sensitivity, anti-deformation cracking tendency, high impact toughness, etc., and its chemical composition, oxygen content, inclusions, Strict control of low-fold structure, grain size, hardenability and band structure.
1) The chemical composition of 22CrMoH steel should meet the requirements in Table 1.
2) Oxygen content ≤ 0.001 5%.
3) Non-metallic inclusions are inspected according to the JK classification standard in GB10561, reaching A≤2.5, B≤2, C≤1, D≤1.
4) The grain size is in accordance with the YB/T5148 standard, and after air-cooling at 930 °C × 6 h, the austenite grain size is not less than five grades according to the YB/T5148 standard.
5) The hardenability test of steel is carried out in accordance with the relevant provisions of GB/T225 standard. After the raw material is subjected to normalizing at 910 °C ± 10 °C, the end quenching test is carried out at 925 °C ± 5 °C, the end hardening hardness is 33 ~ 38 HRC, and the maximum discrete value in the same furnace steel shall not be greater than 4 HRC.
6) Low-fold organization shall be carried out in accordance with the relevant provisions of GB/T3077 standard, and shall be inspected according to GB/T1979 standard. Generally loose, center loose and segregation should not be greater than three.
7) The banded structure is not more than three grades according to the GB/T13299 standard.
Spiral bevel gear classification and processing
1. Classification and current status of spiral bevel gears
The design of the automobile drive axle spiral bevel gear mainly adopts two kinds of teeth: contour teeth and shrinking teeth, also known as Olecon tooth and Gleason tooth. At present, the shrinking teeth are widely used in China, mainly because the contact area of ​​the shrinking teeth is low in sensitivity, and in the case of large processing and assembly errors, the contact area and noise requirements can still be met, which is in line with China's national conditions.
With the increasing international technical exchanges, the introduction of foreign advanced technology and automation equipment, processing accuracy and assembly accuracy can fully meet the product requirements. Contour teeth have been widely used in foreign countries. They have developed rapidly in China in recent years and have been recognized by many gear manufacturers and OEMs. The main reasons are as follows: First, the introduction of foreign milling equipment, especially the introduction of German Olicon and American Gleason equipment, six-axis linkage, line speed of 200m / min, full process processing, high efficiency; second, dry cutting technology The development, using domestic materials, domestic tools and coatings, can fully meet the production and quality requirements, low cost, clean and tidy on the site; third, compared with the five-knife method, using two equipment production line layout, the scene is orderly, Reduce transportation waste; Fourth, only use the hot post-grinding method, which guarantees low noise requirements. However, the contour tooth also has its shortcomings: its contact area sensitivity is too high, and it is necessary to repeatedly adjust and reduce the assembly efficiency when the machining accuracy and assembly precision of the relevant parts cannot be guaranteed; the grinding can not be ground, the transmission precision is low, and it is not suitable for the transmission. Used on equipment with high precision requirements.
2. Spiral bevel gear digital closed loop system
At present, there are two main machine tool manufacturers in the world that produce a complete set of spiral bevel gear digital closed-loop systems: Klinberg-Olikon of Germany and Gleason of the United States. The equipment can realize the processing conversion of contour teeth and shrinking teeth; both gear design, machine tool processing and measurement software for their own equipment, namely KIMOS and Gleason software can be developed; both digital closed loop system design, processing and measurement can be realized. .
When designing with these two kinds of software, only the input torque, the number of teeth, the pitch circle diameter, the midpoint helix angle, the pressure angle, the offset distance and the installation distance can be used to realize the design of the gear. The position of the directional contact zone, the position of the contact zone in the tooth height direction, the drum shape of the tooth length direction, the drum shape of the tooth height direction, and the internal diagonal variable are adjusted. At the same time, through the modification of some given parameters, mutual conversion is realized, and a perfectly matched product is processed. In order to achieve the same strength or the same life requirements for the driving gear and the driven gear, the KIMOS or Gleason software is used to design the medium and heavy-duty automotive drive axle spiral bevel gears, and the equal strength or equal life calculation is often performed.
The spiral bevel gears produced by our company are designed by Gleason software for the same life and converted with KIMOS software. The United States Gleason Phoenix II 600HC milling machine, the whole process end rolling method, dry cutting contour teeth; Adopting the German Klingberg P65 testing center to carry out gear precision detection, tooth shape error measurement and reverse adjustment correction parameter output; using Olympus B27 grinding machine and CS200 tooling machine to ensure tool grinding precision and tool assembly precision, thus ensuring Gear machining accuracy is within three levels; the equipment of the world's two major gear machine manufacturers is perfectly integrated to achieve product barrier-free conversion, forming processing (grinding) → measurement → reverse adjustment → reprocessing (re-grinding) product processing, Closed-loop production system for tool grinding, and real-time data transmission, fully realize the digitization, automation and informationization of the production line, reducing the occurrence of human error.
3. Dry cutting technology
The emergence of dry cutting technology is a major innovation in the processing of spiral bevel gears, which can greatly improve production efficiency, reduce production costs, optimize production environment and achieve zero pollution. However, in terms of reducing production costs, dry cutting technology must fully consider the cost factors such as materials, tools and coatings to make it conform to China's national conditions. Through the test of our company, the hardness and hardness uniformity of the material seriously affect the service life of the tool. The high hardness results in an increase in the tool wear rate; the hard spots in the material cause the tool to collapse instantly. After the blank is forged, all the isothermal normalizing process is adopted, and the hardness is guaranteed to be 160-180 HBW, and the hardness deviation of the single piece is within 5HBW. The use of domestic carbide tools and titanium aluminide coatings significantly improves tool life.
Taking the 469 driven gear as an example, the coating after single grinding is 12min, the linear speed is 200m/min, and the average processing can be more than 150 pieces. The production cost is completely acceptable, effectively solving the problem of foreign equipment and technology being unacceptable.
For more exciting content of MW1950, please download the attachment.
Carbide End Mill And Drill,Tungsten Carbide Endmill,Carbide Endmill For Steel,Masonry Hammer Drill Bit
Zhuzhou Kerui Cemented Carbide Co., Ltd. , https://www.carbide-china.com