Development and process characteristics of low pressure vacuum carburizing furnace
Compared with gas carburizing, low pressure carburizing can not only form non-oxide and non-contaminant surfaces, but also combine carburizing and gas quenching to improve the deformation behavior of parts, increase the carburizing temperature and reduce the time of batch processing. Reduces gas and energy consumption while preventing carbon black.
Development of low pressure vacuum carburizing furnace
Beijing Huaxiang Electric Furnace Technology Co., Ltd. (referred to as Huaxiang Company) made a bold transformation of the structure of the vacuum furnace in response to the problems existing in the operation of the traditional vacuum carburizing furnace, and developed a low-pressure vacuum carburizing furnace that meets the customer's process requirements. The HZC2-65 double-chamber carburizing oil quenching vacuum vacuum furnace developed by Huaxiang Company can charge up to 200kg. The designed double-chamber oil-quenched pressurized air-cooled vacuum furnace has applied for national invention patents.
The vacuum carburizing furnace designed by Huaxiang Company mainly includes: double chamber high pressure air cooled vacuum furnace, double chamber oil quenching pressurized air cooling vacuum furnace, single chamber high pressure air cooled vacuum furnace (up and down alternate air cooling), single chamber high pressure air cooling Vacuum furnace (360 ° C air cooling). Since the double chamber carburizing gas quenching furnace is separated from the transfer chamber by the heating chamber, the heating chamber is always in a hot state, so the heating rate when the cold workpiece enters the hot chamber is relatively high, thereby saving heating time and improving production efficiency.
(1) Single-chamber single-chamber carburizing gas quenching furnace, due to its structural characteristics, the furnace door must be opened every time feeding and discharging, so that the entire hot zone is exposed to the atmosphere, due to the majority of the components in the hot zone It is a graphite material with a high gas absorption rate, so it takes a relatively long time to establish the working vacuum during heating and vacuuming after each feeding. In addition, since vacuum heating is performed under low temperature conditions, the heat conduction is mainly transmitted by convection. Therefore, the single-chamber vacuum furnace must be equipped with a low-temperature convection heating fan and nitrogen gas is charged into the furnace to increase the heating speed in the low temperature section, so that the structure is not only Complexity also increases production costs.
(2) The hot zone of the double chamber furnace is kept in a vacuum and high temperature state. When the cold workpiece enters the hot chamber, the furnace temperature is basically reduced to 750 ° C. At this temperature, vacuum heating is performed, and the heat transfer mainly depends on radiation heat transfer. The dual chamber furnace can achieve rapid heating without the installation of a low temperature convection heating device. For the above reasons, the double chamber vacuum furnace has a faster heating rate and higher production efficiency than the single chamber vacuum furnace.

Song Jinglong, Project Manager, Technical Department, Beijing Huaxiang Vacuum Furnace Technology Co., Ltd.
Low pressure vacuum carburizing process
(1) Low-pressure vacuum carburizing is an improved gas carburizing process. When carburizing is much lower than atmospheric pressure, the typical pressure range is 300-2500 Pa. The advantage is that the steel surface remains very clean, because no gas reacts with each other, and the carbon reaches the surface of the steel faster in a vacuum environment.
(2) Hydrocarbyl gas is introduced into the carburizing chamber during carburization, and cracking produces activated carbon atoms which are free to penetrate into the surface of the steel, and by-products of hydrogen and residual hydrocarbons are removed from the system by a vacuum pump. The hydroxy gases we currently use for vacuum carburization are acetylene (C 2 H 2 ) and propane (C 3 H 8 ).
(3) In low-pressure vacuum carburizing, the cracking of the hydroxy-based gas is a non-equilibrium reaction, which means that the steel surface can quickly reach the level of carbon saturation in the austenite. By repeating multiple infiltration and diffusion steps, the desired carbon distribution and depth of the layer can be obtained.
(4) The control of the low-pressure vacuum carburizing process is based on the diffusion theory of “austenitic carbon content saturation value control methodâ€, that is, the entire carburizing process consists of several carburizing procedures, each carburizing procedure includes strong infiltration and Spread two stages. Determining the number of each carburizing procedure and each carburizing procedure including the infiltration period and the diffusion period depends on the composition of the material, the depth of the layer, and the surface carbon concentration. After establishing a mathematical model, it is beneficial to the computer. Calculated.
Low pressure vacuum carburizing characteristics
(1) Low-pressure vacuum carburizing can greatly reduce production costs and greatly improve equipment utilization. This is because the low-pressure vacuum carburizing atmosphere is very simple, the osmotic period requires only acetylene or propane, the diffusion period requires only nitrogen, and the pressure is very low, so the cost of using the atmosphere is significantly reduced. In addition, due to the characteristics of low-pressure carburizing equipment and processes, high-temperature carburizing can be carried out, so appropriately increasing the carburizing temperature can greatly shorten the carburizing time.
(2) Because the low-pressure vacuum carburizing control system can accurately control the carburizing process, the processed workpiece has good repeatability, and the workpiece has small deformation and bright surface, and no mechanical processing is required after carburizing.
(3) Low-pressure vacuum carburizing technology has greater flexibility, and its equipment can be used as a stand-alone device or in a production line with cold processing. The equipment itself can be cycled, suitable for small batches and multi-species production. It can also be a continuous type consisting of multiple heating carburizing chambers, gas quenching chambers, oil quenching chambers, inlet and outlet chambers, vacuum systems, automatic workpiece transport systems, etc., suitable for mass production. In addition, it is very simple to open and stop the furnace, and it takes only 0.5 hours to open the furnace.
(4) Low-pressure vacuum carburizing adopts cold wall vacuum technology, no ignition device, no fire risk, no pollution, clean, safe, simple operation and easy maintenance.
Low pressure vacuum carburizing equipment features
Users can make a variety of choices for vacuum carburizing equipment according to different requirements: single room, double room, three room. According to the different loading methods of the workpiece: vertical, horizontal. According to the different quenching methods of the workpiece: oil quenching and gas quenching. Depending on the function of the processing chamber, a preheating chamber, a carburizing chamber, a quenching chamber, etc. can be selected in the device. Different effective heating zone sizes can be selected to correspond to different furnace loadings. The equipment can be installed in a heat treatment workshop or a production line with cold processing equipment. Depending on the production volume, it can be a periodic vacuum carburizing device or a production line vacuum carburizing device.
The low-pressure vacuum carburizing equipment has various uses and can flexibly realize various heat treatment processes such as vacuum carburizing, vacuum carbonitriding, vacuum carburizing + oil quenching, vacuum carburizing + gas quenching, and all functions of the vacuum furnace. It can also be used for related heat treatment of various materials and parts in the industrial field. Such as 12Cr2NI4A, 12CrNi3A and other high alloy carburizing steel carburizing and carburizing after quenching, 20CrMnTi and other structural steel carburizing and carburizing after quenching, 1Cr13 and other stainless steel carburizing and carburizing after quenching, H13, W6Mo5Cr4V2, etc. Quenching and annealing of tooling steel quenching, gear parts, bushing parts, precision bearings, oil pump nozzle mechanical parts, precision mechanical parts, etc.
HZ C2-65 carburizing oil quenching cold vacuum furnace
The equipment uses acetylene gas as the carburizing carbon source, which can effectively solve the problem that the carbon black and tar are decomposed prematurely when the carburized methane or propane is used, the carburization is not uniform, and the deep hole carburization cannot be performed on the small holes. When carburizing, the inner wall of the furnace is filled with N 2 as a shielding gas to prevent contamination of the furnace body. A small amount of carbon black produced during carburizing is removed by a special filtering device to avoid contamination of the environment and the surface of the workpiece.
Gears Carburization treatment accounts for a considerable proportion of the entire heat treatment process. Through carburizing treatment, it can improve the surface strength, hardness, wear resistance, fatigue limit and other properties, while maintaining the strength and toughness of the core, so that the product has higher comprehensive mechanical properties. Vacuum carburizing has the following characteristics compared with ordinary gas carburizing:
(1) It can be carried out at a higher temperature (980-1100 °C). The vacuum has a purifying effect on the surface of the workpiece, which is beneficial to the adsorption of carbon atoms on the surface of the workpiece, so vacuum carburization can accelerate the carburizing process.
(2) The workpiece is carburized under vacuum conditions, the surface is not decarburized, and grain boundary oxidation is not generated, which helps to improve the fatigue strength of the part.
(3) The methane, propane or acetylene gas can be directly introduced into the vacuum furnace for carburizing without the need to add gas preparation equipment.
(4) For parts with blind holes, deep holes, slits, or parts with stainless steel or silicon-containing steel that have poor carburization effect or even hard to carburize, vacuum carburizing can obtain a good carburized layer.
(5) The gas consumption of vacuum carburizing is only a fraction or a tenth of that of ordinary gas carburizing.
(6) Basically no pollution to the environment.
Gear vacuum carburizing example
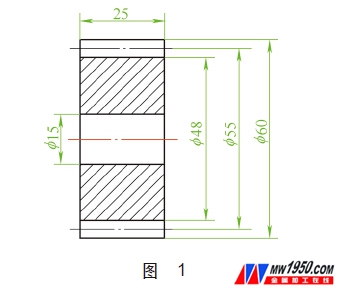
The material is 18C r2N i4A, the gear is shown in Figure 1 (m = 2, z = 30), the tooth surface hardness is 58-62HRC, the core hardness is 31-44HRC, the carburized hardened layer depth is 0.8-1.2mm, and the carbonized layer level is 1~ Grade 6, retained austenite 1-4.
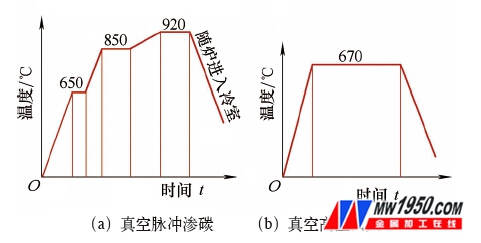
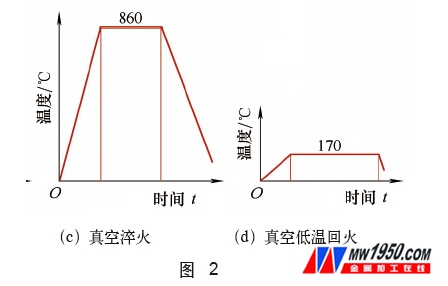
The process is shown in Figure 2. The carburizing process is shown in Figure 3. During the operation of the equipment (see Figure 4 and Figure 5 for the equipment display), the metallographic organization is in compliance with the technical requirements.
Development of vacuum carburizing technology
Vacuum carburizing technology was studied in the United States in 1950, and patented in 1960. Vacuum carburizing technology was first seen. In 1972, Hayes Co. published this technology to promote the application and development of vacuum carburizing technology. The United States, Japan and other countries competed in the development and development of vacuum heat treatment equipment.
At the same time, each company's vacuum carburizing furnace is a general-purpose vacuum furnace with vacuum quenching as the main body, and it is a cold-wall type. At present, this kind of furnace is still the main equipment for vacuum carburizing, and its production and application are wide. When the vacuum carburizing temperature is higher than 600 °C, propane is easily decomposed into carbon, hydrogen and methane, and the decomposition rate is very fast, almost instantaneously completed, so when propane gas enters the heating chamber, it begins to decompose, and the space near the heated workpiece is It tends to decompose in a large amount, so that carbon black is easily formed in the heating chamber, and in a relatively low temperature portion of the furnace, such as an inner casing or a pipe, propane also forms tar, which is extremely harmful to the vacuum pump set. Therefore, the vacuum carburizing furnace is required to be able to exclude or burn off the carbon black.
At present, most of the domestic use of controlled atmosphere carburizing technology, but there are drawbacks that can not be overcome. For example, controlled atmosphere carburizing can not solve the problem of surface oxidation, high temperature carburizing layer and deep carburizing. Gas carburizing is also difficult to carburize stainless steel and silicon-containing steel.
In Europe, the United States, Japan and other places, low-pressure vacuum carburizing has been widely used in the automotive, machinery, aerospace and other fields, showing a tendency to gradually replace the carburization of controlled atmosphere. Especially in some specific fields, it has shown its excellent performance, such as the long nozzle nozzle body of blind hole parts and the thin layer carburizing of pin parts. It is difficult to carburize these parts with a generally controlled atmosphere, and vacuum carburization can be easily solved.
Regarding the carburizing method, in the low-pressure vacuum state, the carburizing method is composed of several sub-carburizing procedures, including a plurality of strong permeation and sub-diffusion, so this process is also called a pulse carburizing process. This kind of carburizing method can ensure that the corners of the workpiece will not be over-permeated, and the surface of the workpiece will not be carbonized to form carbon black.
Because the carburizing parts are uniformly heated to the carburizing temperature during vacuum carburizing, the carburizing gas is introduced into the carburizing gas, and the carburizing process uses pulse carburizing, so the depth of the carburized layer and the surface carbon content are both Very uniform, the carburized layer structure is very excellent, there is no problem of reticulated carbides and intergranular oxidation.
(1) Economic Benefits and Main Economic Benefit Indicators Low-pressure vacuum carburizing furnaces have strong advantages in operating costs: short heating time, rapid vacuuming, low carburizing gas usage, high quenching efficiency, and long service life. And lower maintenance costs. The equipment integrates vacuum carburizing and vacuum quenching, and it can meet a variety of process requirements with only one piece of equipment, which is well received by customers.
(2) Market forecast analysis and marketing strategy With the further improvement of low-pressure vacuum carburizing process and vacuum carburizing furnace manufacturing technology, the application field of vacuum carburizing is gradually promoted, and it is impossible to apply and involve the controllable atmosphere. Vacuum carburizing processes and equipment can be easily solved.
Anti Odor Floor Drain,Anti Odor Square Balcony Floor Drain,Anti Odor Square Drain,Anti Odor Square Shower Drain
Kaiping City Jinqiang Hardware Products Co.,Ltd , https://www.kimpowerdrain.com