Analysis of machining process of CNC machine tools
1. Analyze the dimensioning method in the part drawing
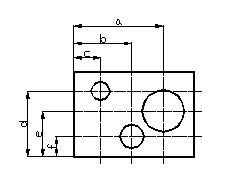
Figure 1 Unified reference labeling method
The method of engraving the size or directly labeling the coordinate size with the same reference is a unified reference labeling method. The marking method (shown in Figure 1) is most in line with the processing characteristics of the CNC machine tool, which is convenient for programming, and maintains the design basis and process benchmark. The consistency of the measurement reference with the workpiece origin setting. Designers often consider the factors of assembly and use characteristics when dimensioning, and often use the method of local dispersion (shown in Figure 2). This kind of labeling brings many inconveniences to the process arrangement and NC programming. The decentralized labeling method is changed to the unified reference labeling method. Because of the high precision of CNC machining and the accuracy of repeated positioning, the unified reference labeling method does not produce large cumulative errors.

Figure 2 Decentralized reference labeling method
2. Analyze the geometric element conditions that make up the contour of the partThe geometric element conditions that make up the contour of the part are an important basis for NC programming. When manually programming, calculate the coordinates of each node that constitutes the contour of the part. When programming automatically, define all the geometric elements that make up the contour of the part. If one condition is not enough, the node coordinates of the part outline and the geometry of the part outline cannot be calculated. The elements that make it impossible to program, so the drawing should fully represent the geometric elements that make up the outline of the part.
Next page
3528 SMD IR LED supplier from China.
There are copper heatsink on the bottom of the 3528 LED, while the 3528 bottom heat sink copper is very small. That's why we only can supply the power within 0.5W for the 3528 LED and can do high power LED for the 3528 LED.
We produce and sell 3528 SMD IR LED, which is with the wavelength from 680nm-1550nm. In this category, we mainly introduce the two kinds of wavelengths: 940nm IR LED and 850nm IR LED. These two wavelengths are the most commonly used wavelengths in infrared monitoring. They all can be used to monitor products.
Then what is the difference between 940nm LED and 850nm LED?

940nm infrared LEDs are totally invisible to the naked eye, which means you can't see whether the 940nm working or not. Unless you watch it through some device(like phone's camera), which will show some purple or white color light.
Under the same power, radiation intensity of 850nm will be higher than the 940nm. Of course, 940nm also has its own unique advantages. It is the naked eye that is indistinguishable from work or from work, therefore, its application has been widely used in many special markets in the modern era.
We supply the 3528 940nm SMD IR LED and 3528 850nm SMD IR LED products with difference power, such as: 0.1W 940nm, 0.2w 940nm, 0.3w 940nm, 0.4w 940nm, 0.5W 940nm, 0.6w 940nm, 0.8W 940nm, 0.1W 850nm, 0.2w 850nm, 0.3w 850nm, 0.4w 850nm, 0.5W 850nm, 0.6w 850nm, 0.8W 850nm and so on.
3528 SMD IR LED,3528 SMD LED,3528 SMD 850Nm IR LED,3528 IR LED 850Nm
Shenzhen Best LED Opto-electronic Co.,Ltd / BESTSMD CO LIMITED(HK) , https://www.bestsmd.com